arbetsgruppen- Ångpannan
Byggandet av ångpanna till hjulångaren Erik Nordevall
21 och 22 november 2003 avhölls ett seminarium ”Ångpannor och nitar på Örlogsvarvet” på marinmuseum i Karlskrona. Seminariet var välbesökt med besökare från olika delar av Sverige och övriga Norden. Under seminariet behandlades bl.a reparationsmetoder av ångpannor, ångmaskiner samt nitning och diktning. Det framkom att god praktisk kompetens inom dessa områden fanns hos äldre yrkesmän från varvet i Karlskrona.
I samband med detta fick den nybildade varvshistoriska föreningen i Karlskrona en förfrågan från Forsviks varv om byggnation av en ångpanna till Erik Nordevall ll enligt nedanstående specifikation. Den nyvalde ordföranden i föreningen, f.d direktören för Kockum AB Hans Hedman sneglade på mig (Bim Magnewall) fick en nick till svar och antog utmaningen.
Ångpannan till Erik Nordevall ll skall tillverkas i stål och så identiskt som möjligt enligt de tillverkningsmetoder som var i bruk på 1830-talet. Detta innebär att varmnitning skall användas som förbindningsteknik och att hörnjärn (vinkeljärn) och växelribbor används vid sammanfogningen av de olika delarna. Pannan har en rektangulär form med mer eller mindre avrundade sidor. Från två eldstäder leds förbränningsgaserna genom fram och återgående kanaler till skorstenen. Eldstäderna och kanaler har en fyrkantig, efter de yttre sidorna följande form och byggs med ett åtskiljande vattenrum av cirka 80 mm.
Varvshistoriska föreningen uppvaktade länsarbetsdirektören i Blekinge och presenterade planerna på att bygga en ångpanna till Erik Nordevall ll. Länsarbetsdirektören tyckte att detta projekt var värt att satsa på och sammankallade till ett möte med representanter från Länsarbetsnämnden, Karlskrona kommun, ESF-rådet, Forsviks varv, Arbetsmarknadsverket i Västra Götaland och Varvshistoriska föreningen. Vid mötet diskuterades olika lösningar avseende personal, ekonomi m.m. Karlskrona kommun fick uppdraget att driva projektet vidare i samarbete med ovanstående representanter
Vi var nu framme i maj 2005 och arbetet med organisation, personalbehov, budgetering, kursplaner för de blivande nitarna, lokaler, materiel och verktyg hade tagit form. Pannbygget skulle drivas som ett utbildningsprojekt för blivande nitare och diktare. Under hösten 2005 fick vi klartecken att använda en del f.d. motorverkstaden på Kockums (Karlskronavarvet) som arbetslokal. Lokalen som inte varit i bruk på länge och saknande uppvärmning samt lyftmöjligheter fick duga som utbildningslokal. I december anställdes en arbetsledare och i februari påföljande år fick vi sex kursdeltagare till nitningskursen. Utbildningen startade med teorilektioner i ångteknik, nitning, diktning, hållfasthet, märkning m.m vilket varvades med praktiska övningar. Som övningsobjekt tillverkades en kub på c:a en 1 m3 vilken nitades, diktades och provtrycktes. På ett tidigt stadium visade det sig att en erfaren beredare med erfarenhet från grovplåtbearbetning behövdes som biträdande projektledare och på denna viktiga post tillträde Bo Lindahl.
Ångpanneföreningen som stod för kontrollen av ångpannan krävde:
– En arbetsbeskrivning över tillverkningsmetoder avseende märkning, borrning nitning etc.
– Att kursdeltagarna skulle avlägga ett godkänt hållfasthetsprov (dragprov) innan pannbygget fick startas. Denna procedur ägde rum i närvaro av Ångpanneföreningens representant.
Under hösten 2006 fick vi flytta in i Kockums plåthall där en yta på 120 m2 generöst iordningställdes som pannverkstad. Här fick vi tillgång till traverser, gas, gasol, tryckluft och ström. Nu kunde tillverkningen av ångpannan starta, materiel som plåt och naglar hade levererats och nitarcertifikaten var klara. Materialet till pannan bestod av ångpanneplåt med tjockleken 15 mm, 10- och 12 mm:s hörnjärn samt drygt 5000 naglar med 22 mm:s diameter.
Vår arbetsstyrka hade nu utökats med fem äldre varvsarbetare, Åke Åkesson, Janne Carlsson, Jan-Olof Pettersson, Ingvar Stenmark och Lennart Midlöv med erfarenhet från plåtslageri, smide och maskinbearbetning. Dessa volontärer visade sig vara oersättliga för att över huvud taget kunna bygga pannan. Förre pannbyggaren Bertil Olsson bidrog med värdefulla kunskaper och praktiska råd vid sina veckobesök.
Konstruktionsritningarna levererades av Leif Andersson Leso, bearbetades under våra veckomöten, förenklades och omvandlades till lättförstådda skisser.
Tillskärning och bockning av plåtar samt andra tunga arbetsmoment beställdes hos Kockums AB. Innan nitningen kunde påbörjas vidtog märkning och montering för samborrning av nagelhål.i plåtar, hörnjärn och växelribbor. Hörnjärnen smiddes så att de följde yttermantelns rundade former. Efter borrning demontering för rengörning från borrspån och borrolja. Återmontering så att nagelhålen turade (stämde överens) för att naglarna inte skulle utsättas för skjuvning. Utöver pannan tillverkades eldstadsluckor, askluckor, sotluckor, iordningställande av armatur och kontrollutrustning.
Den yttre manteln med bakgavel tillverkades separat liksom eldstäderna med rökkanaler (innerdelen).

Längst fram ligger innerdelen med rökkanaler.
Mellan rökkanalerna skall eldstäderna monteras.
Längre bak ses yttermanteln med bakgaveln
När dessa delar var färdiga lyftes innerdelen in i yttermanteln och placerades på längsgående, monterade T-balkar med en höjd av 80 mm. I dessa T-balkar var slitsar upptagna så att pannvattnet kunde cirkulera. Motsvarande slitsar var upptagna mellan rökgångarna. När innerdelen passats in vidtog borrning och gängning för stagbultar mellan innerdel och yttermantel. Stagbultarna fixerade innerdelen till yttermanteln. Nästa moment bestod i att tillverka och montera anslutningen mellan det gemensamma rökupptaget från rökkanalerna mot skorstenen. Anslutningen mot rökupptaget är elliptisk och skorstensanslutningen rund, dessutom placerade med inbördes avstånd. Mallar tillverkades och inprovades innan tillverkningen av anslutningen kunde startas. När stagbultar och alla anslutningar inne i pannan monterats, lyftes den förtillverkade framgaveln på plats.
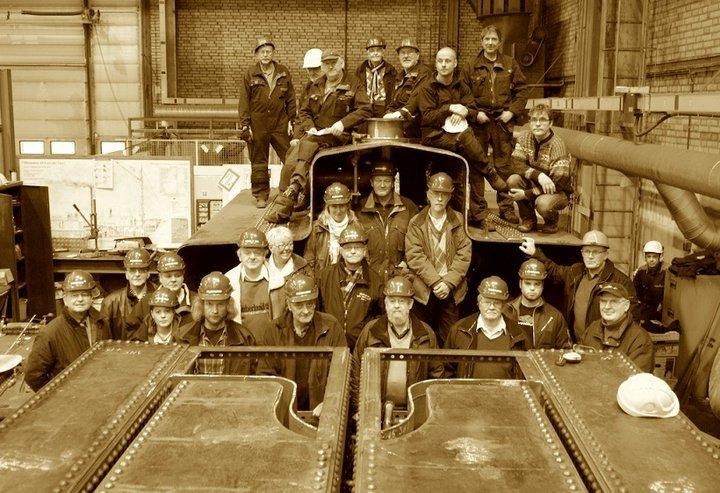
Besök av skeppsbyggarna i Forsvik. Uppe på yttermanteln ses volontärerna och två av våra arbetstagare samt skeppsbyggmästaren Patrik Zimoneyi. Längst fram till höger projektledaren Bim Magnewall och bakom honom bitr. projektledaren Bo Lindahl.
I framkant på bilden ligger den färdiga innerdelen, klar att lyftas in i yttermanteln.
Framgaveln borrades mot yttermanteln och eldstäderna, demonterades för rengöring, återmonterades och nitades fast. Under en stor del av tillverkningen fick vi hjälp med diktningen av före detta varvsarbetare från Sölvesborgs varv. Det var en fröjd att se en yrkesman som Sonny Andersson arbeta med sina diktmejslar.
Nitningsutbildningen avslutades när drygt hälften av panndelarna tillverkats och deltagarna i kursen fick sluta. En av kursdeltagarna Benny Karlsson anställdes tillsammans med två nya medarbetare Jonas Wilen och Jörgen Malmström. Denna arbetsstyrka bildade ett arbetslag bestående av nitare, mothållare och så kallad nagelapa vilken svarade för värmning och överlämning av nagel. Våra volontärer tillverkade skorsten, smidde gångjärn och låsanordningar till luckor, förtillverkade detaljer, modifierade ångpådragsventilen, slipade in och provtryckte ingående armatur.

Klargöring för täthetsprovning. På ställningen står diktaren Sonny Andersson beredd att eventuellt dikta läckande naglar. Efter godkännande av SA har pannan målats svart.
Innan leverans täthetsprovades pannan med vatten. Pannan levererades i september 2009 till Motala gamla verkstad för montering i fartyget.
Innan Leverans från Karlskrona avhölls ångsättning med inbjudna gäster och varvspersonal.
Driftsprov efter slutmontering ombord. På bilden ses till vänster volontären Ingvar Stenmark. Bredvid honom en nöjd kontrollant Alf Vik från SA och bakom honom skeppsbyggmästaren Patrik Zimoneyi.
Slutord:
Ett tack till Karlskrona kommun, länsarbetsnämnden, EFS-rådet, Kockums AB och de företag som sponsrat oss med arbete och material, hjälpsamma varvsarbetare, våra volontärer och övriga medarbetare.
Bim Magnewall
Projektledare





